

Đo đặc tuyến điện trở động và bảo dưỡng máy cắt điện cao thế (phần1)
Một trong những giải pháp để đánh giá được chất lượng bộ tiếp điểm hồ quang mà không cần phải mở khoang cắt là phép đo đặc tuyến điện trở động, chẩn đoán chuyên sâu các máy cắt cao thế. Kết quả đo đặc tuyến điện trở động là một trong những cơ sở quan trọng quyết định bảo dưỡng có điều kiện các máy cắt điện cao áp và siêu cao áp.
Đặt vấn đề
Các máy cắt điện cao áp và siêu cao áp dập hồ quang bằng khí SF6 đang sử dụng với cấp điện áp 110kV trở lên hầu hết đều có hai bộ tiếp điểm song song cùng vận hành gồm tiếp điểm chính và tiếp điểm hồ quang. Mỗi loại tiếp điểm có cấu tạo, thiết kế và những chức năng khác nhau trong quá trình đóng hoặc cắt máy cắt.
Các tiếp điểm hồ quang có vai trò rất quan trọng nên phải được kiểm tra thường xuyên, phát hiện kịp thời các khuyết tật để có kế hoạch bảo dưỡng, xử lý hoặc thay thế kịp thời đảm bảo đóng cắt dòng tải, đóng vào điểm sự cố (ngắn mạch) hoặc khi cắt dòng ngắn mạch trên lưới điện không gây ra sự cố hay cháy nổ khoang cắt.
Muốn đánh giá được chất lượng bộ tiếp điểm hồ quang cần phải mở khoang cắt, nhưng đòi hỏi chi phí rất lớn do phải cắt điện trong thời gian dài, tháo lắp và xử lý các sản phẩm thứ cấp của khí SF6… cũng rất phức tạp.
Một trong những giải pháp để đánh giá được chất lượng bộ tiếp điểm hồ quang mà không cần phải mở khoang cắt là phép đo đặc tuyến điện trở động, chẩn đoán chuyên sâu các máy cắt cao thế. Kết quả đo đặc tuyến điện trở động là một trong những cơ sở quan trọng quyết định bảo dưỡng có điều kiện các máy cắt điện cao áp và siêu cao áp.
1. Cấu tạo, công dụng các loại tiếp điểm trong khoang cắt
– Tiếp điểm chính được mạ bạc hoặc bằng bạc có điện trở thấp, được thiết kế bằng vật liệu chịu sự tăng nhiệt đột ngột kém hơn rất nhiều so với tiếp điểm hồ quang, tiếp điểm chính có tác dụng khi máy cắt đã đóng, mang phụ tải vận hành bình thường.
– Tiếp điểm hồ quang làm bằng vật liệu chịu tăng nhiệt đột biến lớn và có điểm nóng chảy cao như Wolfram-Copper dùng có tác dụng dập hồ quang khi cắt hoặc khi đóng phụ tải hoặc dòng ngắn mạch. Lúc đó, tiếp điểm sẽ đóng vào đầu tiên trong quá trình đóng và cắt ra cuối cùng trong quá trình cắt dòng tải hoặc dòng sự.
– Đối với các máy cắt 500kV, ngoài khoang cắt chính còn có thêm các khoang phụ: Khoang điện trở đóng trước có tiếp điểm điện trở để hạn chế dao động quá điện áp khi đóng máy cắt vào đường dây siêu cao áp dài lúc không tải và khoang tụ phân áp dùng để chia đều điện áp trên các khoang khi máy cắt cắt và hạn chế tốc độ phục hồi điện áp.
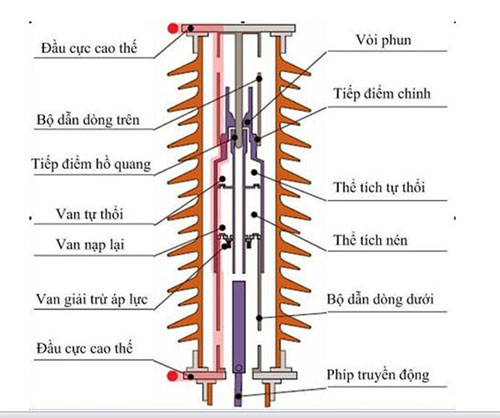
Hình 1: Cấu tạo bên trong khoang cắt 110kV
2. Sơ đồ mô phỏng tương đương về phần điện các loại tiếp điểm trong khoang cắt
Trong quá trình cắt hoặc đóng tải, dòng sự cố chuyển dần từ tiếp điểm chính qua tiếp điểm hồ quang hoặc theo chiều ngược lại. Có thể mô phỏng tương đương các loại tiếp điểm trong khoang cắt về phần điện như sau:
Đối với máy cắt có một khoang cắt
Các máy cắt 110 kV, 220 kV thường chỉ có 1 khoang cắt cho 1 pha có sơ đồ điện tương đương như hình vẽ dưới (hình 2).
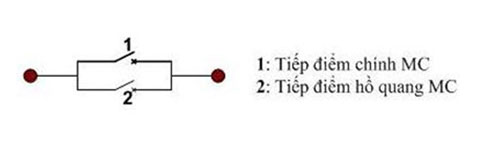
Hình 2: Sơ đồ tương đương 1 khoang cắt
Đối với MC nhiều khoang cắt
Các máy cắt 500 kV thường có từ 2 đến 4 khoang cắt cho 1 pha có sơ đồ điện tương đương như hình vẽ dưới (hình 3).
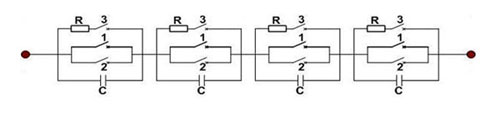
Hình 3: Sơ đồ tương đương máy cắt có 4 khoang cắt trên 1 pha
1: Tiếp điểm chính MC; 2: Tiếp điểm hồ quang; 3: Tiếp điểm điện trở; 4: Tụ phân áp
Đối với MC có hai hoặc ba khoang cắt cấu tạo vẫn giống như trên chỉ bớt số khoang hoặc có loại không có tiếp điểm điện trở.
3. Quá trình làm việc và chức năng của các tiếp điểm trong khoang cắt
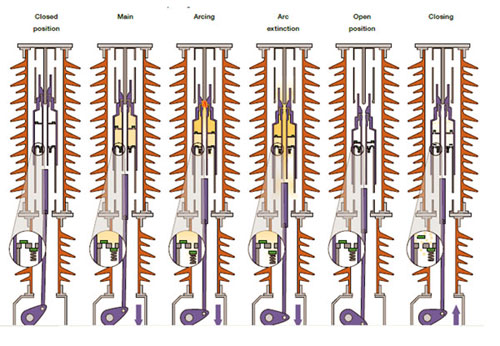
Hình 4: Quá trình cắt của khoang cắt 110 kV – ABB
Thứ tự làm việc các tiếp điểm trong khoang cắt máy cắt như sau
Đối với máy cắt 110 – 220 kV
Khi máy cắt đóng: Tiếp điểm hồ quang hai đóng trước để dập hồ quang rồi đến tiếp điểm chính một đóng để mang tải vận hành.
Khi máy cắt cắt: Tiếp điểm chính một cắt trước, dòng tải chuyển qua tiếp điểm hồ quang hai, rồi đến tiếp điểm hồ quang hai cắt cô lập máy cắt, hồ quang được dập tắt trong tiếp điểm hồ quang.

Đối với máy cắt 500kV
Khi máy cắt đóng: Tiếp điểm điện trở ba đóng trước, đến tiếp điểm hồ quang hai đóng để dập hồ quang rồi đến tiếp điểm chính một đóng để mang dòng tải vận hành.
Khi máy cắt hoạt động
– Loại máy cắt có tiếp điểm điện trở tham gia vào quá trình cắt (kiểu FX-32D, 3AP5FI…): tiếp điểm điện trở cắt trước, đến tiếp điểm chính một cắt lúc này dòng tải chuyển qua tiếp điểm hồ quang hai, rồi đến tiếp điểm hồ quang hai cắt cô lập máy cắt, hồ quang được dập tắt trong tiếp điểm hồ quang.

– Loại máy cắt có tiếp điểm điện điện trở không tham gia vào quá trình cắt (kiểu 550MHMe-4Y, tiếp điểm điện trở đã cắt lại khi tiếp điểm máy cắt đóng): Tiếp điểm chính một cắt lúc này dòng tải chuyển qua tiếp điểm hồ quang hai, rồi đến tiếp điểm hồ quang hai cắt cô lập máy cắt, hồ quang được dập tắt trong tiếp điểm hồ quang.
(Nguồn: hiendaihoa.com)
