

Đo đặc tuyến điện trở động và bảo dưỡng máy cắt điện cao thế (phần 2)
Những sự cố bất thường nằm ngoài phạm vi đánh giá của các hạng mục thí nghiệm thông thường của máy cắt
Các bạn đang xem “phần 2” của loạt bài “Đo đặc tuyến điện trở động và bảo dưỡng máy cắt điện cao thế”, để xem “phần 1” vui lòng nhấn vào đây.
– Các hạng mục thí nghiệm máy cắt hiện nay đang áp dụng tại các đơn vị như: chụp sóng đo thời gian hoạt động máy cắt, đo điện trở tiếp xúc, kiểm tra chức năng phần điện, kiểm tra phần truyền động cơ, kiểm tra khí SF6 … để đánh giá tổng quan một máy cắt vận hành bình thường hay không.
– Ở một góc độ nào đó các kết quả này không đủ cơ sở tin cậy để chẩn đoán sâu các chi tiết của máy cắt. Có những trục trặc bất thường trên các tiếp điểm hồ quang mà các hạng mục thí nghiệm máy cắt thông thường chỉ có thể phát hiện được khi các trục trặc đã lớn ở giai đoạn cuối, còn các giai đoạn trước đó thì hầu hết không phát hiện được để có kế hoạch thay thế bão dưỡng phù hợp. Đối với các trục trặc này cần hạng mục chẩn đoán chuyên sâu hơn như hạng mục đo đặc tuyến điện trở động máy cắt.
– Hạng mục đo đặc tuyến điện trở động máy cắt có thể tìm ra được các trục trặc trong các khoan cắt như sau: (xem cụ thể ở các hình ảnh thực tế đi kèm)
+ Các trục trặc bất thường tại các điểm tách ra cuối cùng hoặc tiếp xúc đầu tiên của các tiếp điểm hồ quang (hình 5, 6).
+ Độ ăn mòn của các tiếp điểm hồ quang và tiếp điểm chính máy cắt vượt quá mức thông thường hay tới mức dị thường mà không cần mở khoan cắt ra (hình 5).
+ Tiếp điểm động và tiếp điểm tĩnh của máy cắt không thẳng hàng (lệch tâm), các tiếp điểm hồ quang hoạt động không được trơn tru (hình 6).
+ Chất lượng tiếp xúc của các tiếp điểm hồ quang xấu do quá trình cắt sự cố ngắn mạch hoặc cắt dòng tải trong vận hành. Đối với máy cắt khí SF6, các sản phẩm thứ cấp của khí SF6 sinh ra trên mặt tiếp điểm làm giảm chất lượng tiếp xúc của các tiếp điểm hồ quang (xem hình 5, 7).


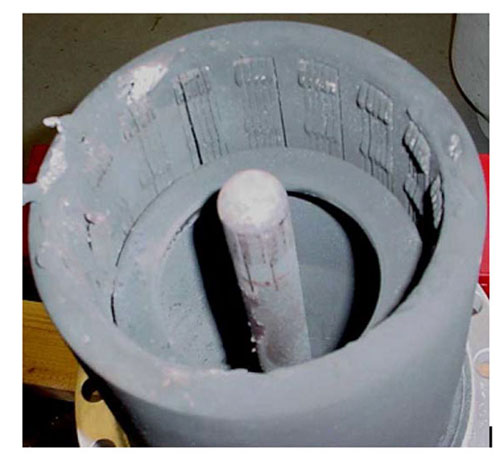 Hình 7: Chất lượng tiếp xúc của các tiếp điểm hồ quang xấu do các sản phẩm thứ cấp của khí SF6 sinh ra trên mặt tiếp điểm làm giảm chất lượng tiếp xúc của các tiếp điểm hồ quang
Hình 7: Chất lượng tiếp xúc của các tiếp điểm hồ quang xấu do các sản phẩm thứ cấp của khí SF6 sinh ra trên mặt tiếp điểm làm giảm chất lượng tiếp xúc của các tiếp điểm hồ quang
4. Đặc tuyến điện trở động
4.1 Đặc tuyến điện trở động các tiếp điểm máy cắt cao thế
Khi đo điện trở tiếp xúc, chỉ có thể đo được điện trở tiếp điểm chính ở trạng thái tĩnh khi MC đã đóng, còn tiếp điểm hồ quang đã bị nối tắt không đánh giá được. Có những trường hợp, tiếp điểm hồ quang đã bị hỏng, nhưng điện trở tiếp xúc vẫn tốt, dẫn đến thiếu sót trong đánh giá mức độ vận hành an toàn của máy cắt.
Phép đo đặc tính điện trở động chính là đo điện trở tiếp xúc, nhưng điều khác biệt ở đây là đo đặc tuyến điện trở tiếp xúc của tiếp điểm động và tiếp điểm tĩnh theo hành trình (hoặc thời gian) hoạt động của máy cắt, điện trở được đo và so sánh theo thời gian xuyên suốt trong toàn bộ quá trình đóng hoặc cắt của máy cắt và kết quả đo là một đồ thị đặc tính điện trở động theo thời gian hoặc theo hành trình cắt hoặc đóng của máy cắt: Rđộng = F (hành trình hoặc thời gian). Quan hệ giữa điện trở động với hành trình hoặc thời gian tuân theo dạng hàm số với hai biến số là điện trở động và hành trình hoặc thời gian.
4.2 Tầm quan trọng của phép đo đặc tuyến điện trở động
– Bình thường giá trị điện trở tiếp xúc chỉ đánh giá được tiếp điểm chính chịu dòng tải bình thường ở trạng thái tĩnh, hạng mục này chưa đánh giá được trình trạng chất lượng tiếp điểm hồ quang, nhưng độ ăn mòn chủ yếu của tiếp điểm máy cắt lại xảy ra trên tiếp điểm hồ quang do nhiệt và năng lượng được sinh ra bởi hồ quang trong mỗi lần thao tác đóng và cắt máy cắt. Tiếp điểm hồ quang sẽ bị ăn mòn theo thời gian do cắt dòng ngắn mạch, cắt dòng tải.
– Nếu tiếp điểm hồ quang quá ngắn hoặc trong trình trạng xấu, máy cắt hoạt động không tin cậy, giảm dung lượng cắt sự cố máy cắt, bề mặt tiếp điểm chính bị hủy hoại bởi hồ quang do quá nhiệt, điện trở tiếp xúc tiếp điểm hồ quang tăng, trong trường hợp xấu hơn sẽ gây nổ khoan cắt.
– Hạng mục đo điện trở động là hạng mục chính kiểm tra các tiếp điểm dập hồ quang trong máy cắt và cho phép xác định một cách rõ ràng hơn hiện trạng xảy ra trong khoan cắt máy cắt mà các hạng mục thí nghiệm khác không thể hiện rõ hoặc không tìm ra trục trặc, khuyết tật trên bộ tiếp điểm hồ quang.
4.3 Nguyên lý đo và những vấn đề cần lưu ý khi thực hiện
– Nguyên lý chung là bơm dòng DC và đo điện áp rơi trên hai cực khoan cắt trong thao tác cắt hoặc đóng, từ đó đặc tuyến điện trở động được xác định theo định luật Ω.
– Tính toán điện trở theo thời gian hoặc theo hành trình máy cắt nhờ các thiết bị phân tích chụp sóng và một số phụ kiện lắp thêm. Yêu cầu thiết bị phải có độ nhậy cao, phản ánh chính xác quá trình quá độ chuyển trạng thái của các tiếp điểm chính và tiếp điểm hồ quang trong thời gian ngắn trên đặc tuyến.
– Dòng điện đo phải lớn để có độ phân giải tốt, tránh độ rung cục bộ của tiếp điểm trên đồ thị, đảm bảo lấy được đặc tuyến điện trở động sạch, chính xác, tin cậy, thường dòng đo > 100A đến 1.000A, dòng đo lớn phản ánh gần với thực tế vận hành hơn. Khi đo dòng cao cấp có độ chính xác cao hơn, do tín hiệu điện áp và dòng đưa vào máy phân tích cao hơn, hạn chế được các tín hiệu nhiễu không mong muốn, ảnh hưởng đến kết quả đo.
– Có thể đo đặc tính điện trở động đối với cả hai thao tác đóng và cắt. Tuy nhiên, thường đo và đánh giá trong quá trình cắt, tốt nhất là đo ở tốc độ cắt thấp (nếu MC có chức năng thao tác chậm).
– Cách đo đo ít sử dụng hơn đối với quá trình đóng do phần truyền động cơ khí không ổn định bằng quá trình cắt thường có các rung động nhỏ gây nên các sai số không cần thiết trên đặc tính, hơn nữa sự quá độ dòng một chiều tại thời điểm khi tiếp điểm hồ quang tiếp xúc tạo ra các mức nhiễu không mong muốn, không quan sát được rõ nét sự thay đổi điện trở trên đặc tính.
5. Các thông số chủ yếu cần xác định khi đo
5.1 Các thông số cần thiết
Đo đặc tuyến điện trở động kết hợp với đo hành trình tiếp điểm động để xác định (chẩn đoán) được sáu thông số trọng yếu sau
– Đặc tuyến điện trở tiếp xúc tiếp điểm chính
– Đặc tuyến điện trở tiếp xúc tiếp điểm hồ quang
– Chiều dài và thời gian tiếp điểm chính
– Chiều dài và thời gian tiếp điểm hồ quang
– Vị trí tiếp xúc tại phần tiếp điểm hồ quang
– Diện tích tích lũy dưới đặc tuyến điện trở (mΩ x mm)
Phép đo đánh giá được các vấn đề về cơ khí và tuổi thọ về điện của tiếp điểm chính và tiếp điểm hồ quang trong suốt quá trình hoạt động của máy cắt.
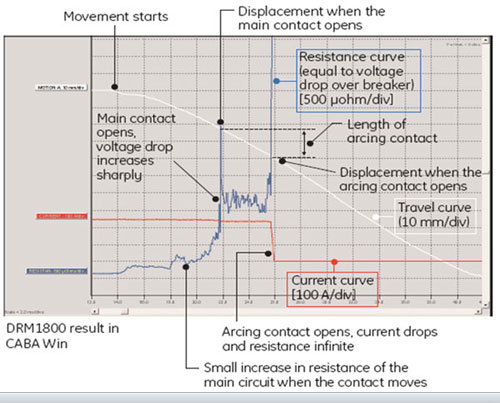
Hình 8: Đặc tuyến điện trở động đo được với phần mềm CABA Win
5.2 Cơ sở đánh giá đặc tuyến điện trở động
– Đặc tuyến điện trở động được đo lần đầu đưa vào vận hành và trong các đợt thí nghiệm định kỳ tiếp theo để so sánh mức độ suy giảm chất lượng tiếp điểm chính và tiếp điểm hồ quang qua thời gian vận hành…
– Đặc tuyến của các máy cắt cùng loại: kiểm tra tính bất thường khác biệt đơn lẻ so với các MC cùng đời sản xuất, cùng kiểu kết cấu thiết kế, có cùng loại vật liệu chế tạo như nhau.
– So sánh với đặc tuyến được cung cấp bởi nhà chế tạo (nếu có)
5.3 Mô tả kết quả đo của một máy cắt
Các hình ảnh sau đây mô tả số liệu đo đặc tuyến điện trở động của một máy cắt SF6 qua quá trình vận hành và đại tu bảo dưỡng.
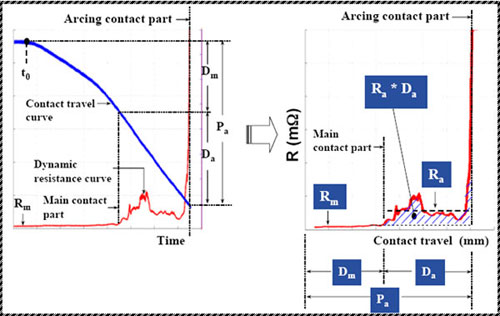
Hình 9: Các thông số trên đặc tuyến điện trở động
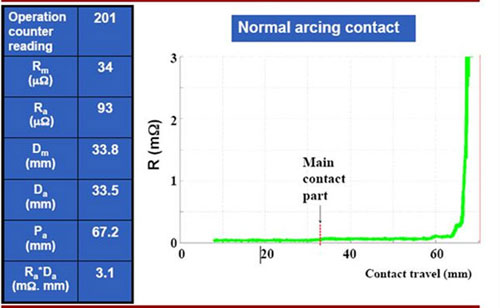
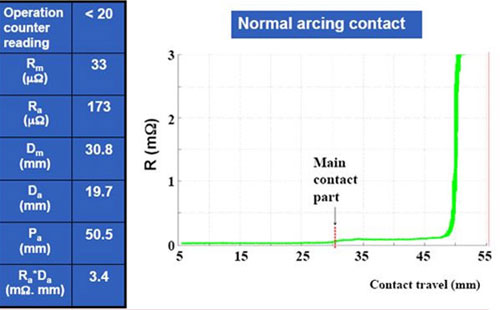
Hình 10: Máy cắt có các tiếp điểm chính và tiếp điểm hồ quang tốt
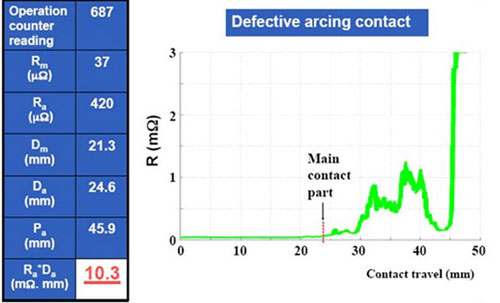
Hình 11: Tiếp điểm hồ quang bị khuyết tật qua quá trình vận hành
Hình 12: Tiếp điểm hồ quang trở lại bình thường sau khi đại tu
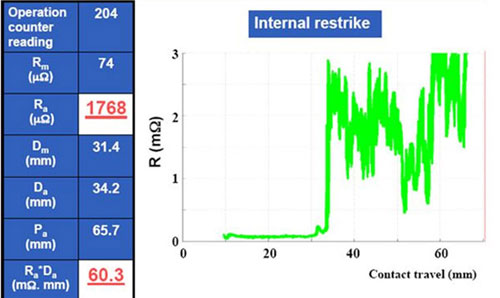
Hình 13: Tiếp điểm hồ quang bị phóng điện lại bên trong
Chỉ tiêu đánh giá về trị số Ra x Da (theo các tài liệu nước ngoài):
– Ra x Da nằm trong khoảng 3 ÷ 5 mW.mm: tiếp điểm hồ quang bình thường
– Ra x Da lớn hơn > 10 mW.mm: tiếp điểm hồ quang có khuyết tật.
(Nguồn: hiendaihoa.com)
