

Hàn điện xỉ
Định nghĩa
Hàn điện xỉ (Electroslag welding – ESW) là quá trình hàn nóng chảy, trong đó nhiệt lượng sinh ra khi có dòng điện chạy qua thuốc hàn bị nóng chảy (còn gọi là bể xỉ hàn nóng chảy) trong rãnh hàn nằm giữa hai bề mặt hàn. Rãnh hàn được chứa đầy bằng kim loại mối hàn từ dưới lên trên do kim loại nóng chảy được đưa vào thông qua điện cực nóng chảy (dạng dây hàn hoặc dạng tấm dây).
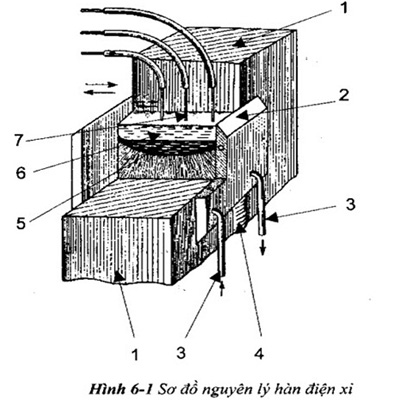
Sơ đồ nguyên lý
– Vật liệu cơ bản cách nhau từ 25-35 mm (1)
– Hai má trượt bằng đồng, được làm mát bằng nước (2)
Hai mặt trượt di chuyển từ dưới lên trên đồng bộ với tốc độ hàn.
– Khi hàn, hồ quang được tạo ra giữa điện cực (7) và lớp kim loại lỏng để đủ làm chảy thuốc hàn và tạo nên bể xỉ nóng chảy (6). Bể xỉ đủ lớn tiếp xúc với điện cực thì hồ quang bị tắt, dòng điện hàn chạy qua bể xỉ đó có điện trở lớn tạo nên lượng nhiệt tới nhiệt độ 3500°F (tương đương 1930°C) nung chảy cả thuốc hàn (xỉ), điệc cực, và một phần kim loại cơ bản để tạo nên vũng hàn (5). Kim loại lỏng kết tinh tạo thành mối hàn (4).
Các đặc điểm của hàn điện xỉ
– Hàn được các chi tiết rất dày, từ vài chục đến vài nghìn mm
– Năng suất hàn cao (cao hơn hàn dưới lớp thuốc 4 đến 5 lần, khi hàn tấm có chiều dày 100mm)
– Tiết kiệm nhiều thuốc hàn, mức độ khoảng 0,2 – 0,3 kg/ m chiều dài mối hàn
– Mức độ tập trung nhiệt nhỏ, do đó sự tập trung nhiệt để nung nóng kim loại là nhỏ (khoảng 10-20% của mối hàn)
– Chất lượng mối hàn cao: bể xỉ lỏng bảo vệ mối hàn khỏi không khí bên ngoài, kim loại lỏng kết tinh từ dưới lên trên nên bọt khí và tạp chất dễ thoát lên trên vào bể xỉ
– Chủng loại điện cực đa dạng
– Cần nhiệt luyện sau khi hàn mới có cơ tính mong muốn
Phạm vi ứng dụng
Các kết cấu có chiều dày lớn như bình áp cao, các bộ phận tuốc bin, xilanh, thân, bệ máy,… đặc biệt khi dùng phương án hàn thay thế cho đúc và rèn, và hàn đắp phục hồi bề mặt các trục cán cỡ lớn.
(Nguồn: congnghehan.vn)
