

Hàn TIG
Định nghĩa hàn TIG
Hàn TIG (Tungsten inert gas) hay hàn hồ quang điện cực wolfram có khí bảo vệ (Gas tungsten arc welding -GTAW) là quá trình hàn nóng chảy, trong đó nguồn nhiệt điện cung cấp bởi hồ quang được tạo thành giữa điện cực không nóng chảy và vũng hàn (Hình vẽ). Vùng hồ quang được bảo vệ bằng môi trường khí trơ (Ar, He hoặc Ar + He) để ngăn cản những tác động có hại của oxi và nitơ trong không khí. Điện cực không nóng chảy thường dùng là volfram, nên phương pháp hàn này tiếng Anh gọi là hàn TIG (Tungsten Inert Gas).
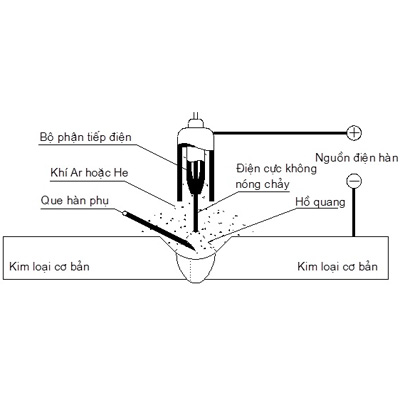
Hồ quang trong hàn TIG có nhiệt độ rất cao có thể đạt tới hơn 6100 độ C. Kim loại mối hàn có thể tạo thành chỉ từ kim loại cơ bản khi hàn những chi tiết mỏng với liên kết gấp mép, hoặc được bổ sung từ que hàn phụ. Toàn bộ vũng hàn được bao bọc bởi khí trơ thổi ra từ chụp khí.
Đặc điểm phương pháp hàn TIG
Một số ưu điểm đáng chú ý
– Tạo mối hàn có chất lượng cao đối với hầu hết kim loại và hợp kim
– Mối hàn không phải làm sạch sau khi hàn
– Hồ quang và vũng hàn có thể quan sát được trong khi hàn
– Không có kim loại bắn tóe
– Có thể hàn ở mọi vị trí trong không gian
– Nhiệt tập trung cho phép tăng tốc độ hàn, giảm biến dạng của liên kết hàn.
Phạm vi ứng dụng của phương pháp hàn TIG
Phương pháp hàn TIG được áp dụng trong nhiều lĩnh vực sản xuất, đặc biệt rất thích hợp trong hàn thép hợp kim cao, kim loại màu và hợp kim của chúng…
Phương pháp hàn này thông thường được thao tác bằng tay và có thể tự động hóa hai khâu di chuyển hồ quang cũng như cấp dây hàn phụ.
Thường được sử dụng trong lĩnh vực hàng không vũ trụ, trong sản xuất xe không gian…
Sử dụng hàn các tấm mỏng, ống thành mỏng trong ngành công nghiệp xe đạp
Thường được sử dụng trong quá trình phục chế sửa chữa các chi tiết bị hỏng, đặc biệt là các chi tiết làm bằng nhôm và magie.
Lịch sử phát triển hàn TIG
Coffin đã có ý tưởng của hàn trong môi trường khí trơ vào năm 1890, nhưng ngay cả trong những năm đầu thế kỷ 20, hàn vật liệu kim loại màu như nhôm và magiê vẫn còn khó khăn, bởi vì các kim loại phản ứng nhanh chóng với không khí, tạo khuyết tật mối hàn.
Năm 1930, đã sử dụng bình khí trơ vào quá trình hàn, một vài năm sau dòng điện một chiều được đưa vào để hàn nhôm trong công nghiệp hàng không.
Năm 1941, quá trình hàn GTAW được hoàn thiện, và phát triển mỏ hàn được làm mát bằng nước.
Năm 1953, một quá trình mới dựa vào quá trình hàn GTAW được phát triển, được gọi là hàn hồ quang plasma. Nó có đủ khả năng kiểm soát, cải thiện chất lượng mối hàn tốt hơn. Ngày nay GTAW phổ biến sử dụng xung điện.
(Nguồn: congnghehan.vn)
