

Sản xuất công cụ mới từ phế liệu cacbua (carbide)
Có thể giúp tiết kiệm đến 91 phần trăm năng lượng
Một phương pháp tái sinh dụng cụ cacbua rắn bị mòn mới được phát triển, nó không chỉ có lợi thế kinh tế mà còn rất thú vị theo quan điểm sinh thái: nó tiêu thụ năng lượng ít hơn tới 91% so với mài công cụ thông thường.
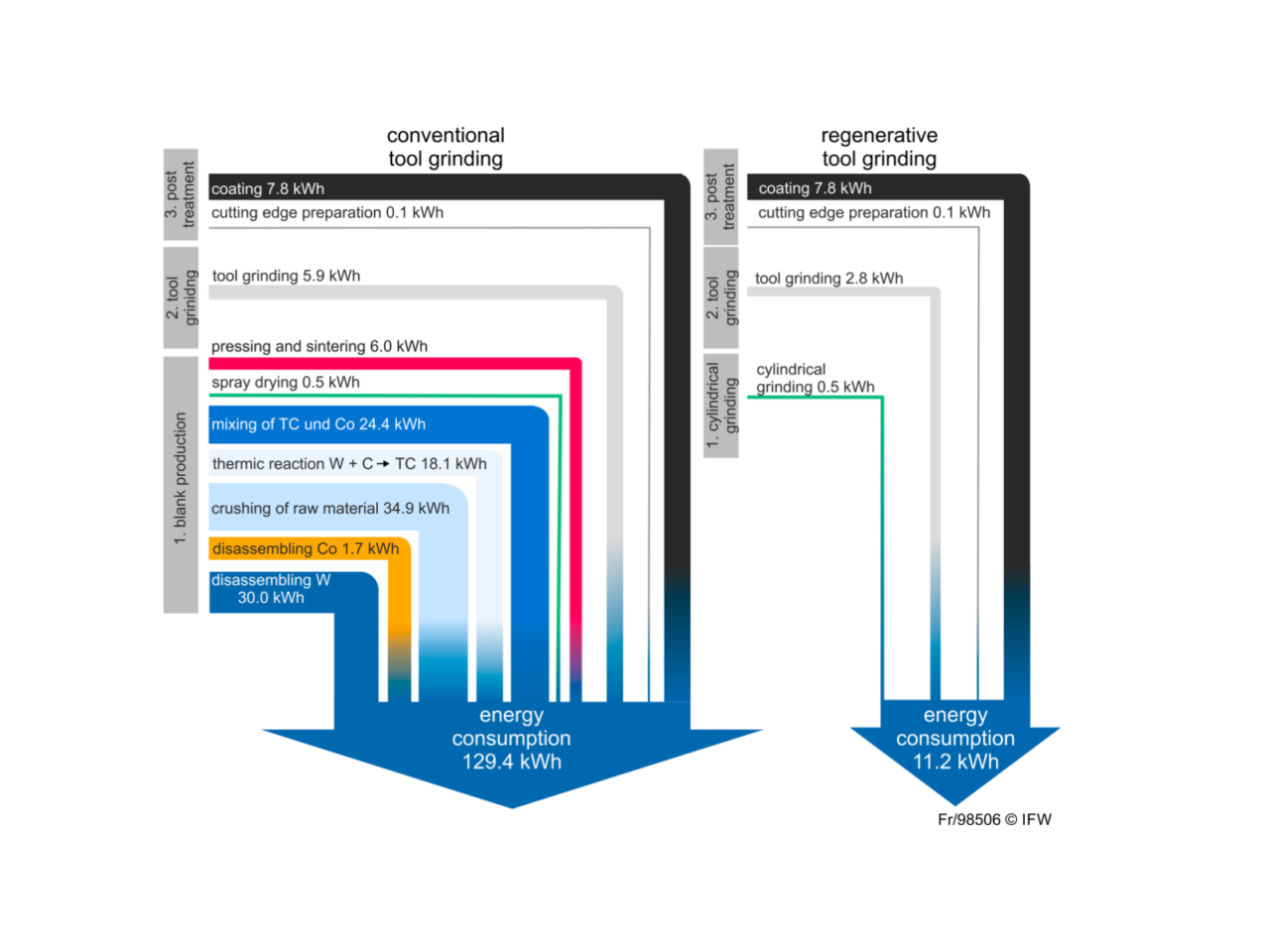
Hình 1: Biểu đồ Sankey thể hiện yêu cầu năng lượng cho mài dụng cụ thông thường (trái) và tái sinh (phải) [4,5,6,7,8]. Nguồn: IFW
Để sản xuất dụng cụ cắt từ cacbua rắn, bột cacbua là cần thiết. Việc khai thác các nguyên liệu thô cần thiết cho việc sản xuất này rất tốn năng lượng và không hiệu quả về mặt sinh thái: hơn 50% tổng năng lượng được sử dụng để sản xuất các phôi cacbua rắn.
Tái sản xuất thay vì sản xuất mới
Cùng với công nghệ mài của công ty Wulf GmbH, Viện Kỹ thuật Sản xuất và Máy công cụ (IFW) tại Đại học Leibniz Hannover, CHLB Đức đã phát triển một quy trình thích hợp cho sử dụng công nghiệp, có thể được sử dụng để tái tạo các dụng cụ cacbua rắn bị mòn. Nó dựa trên việc sử dụng trực tiếp các công cụ phay mòn mà không còn có thể mài được nữa. Các dụng cụ này đóng vai trò là các nguyên liệu cho quá trình mài dụng cụ, trong đó chúng được xoay trở lại thành đường kính dao nhỏ hơn. Các thông số quá trình lý tưởng cho quá trình mới trước đây đã được xác định trong các nghiên cứu thực nghiệm.

Hình 2: Dụng cụ phay mài mới (bên trái) và dụng cụ phay tái sinh (bên phải), 4,5,6,7,8. Nguồn: IFW
Hiệu quả sinh thái cao
Để đánh giá tiềm năng tiết kiệm sinh thái của toàn bộ quá trình tái sinh so với dây chuyền sản xuất thông thường, tỷ lệ năng lượng của các bước quy trình riêng lẻ đã được xác định và trình bày trong biểu đồ Sankey (Hình 1). Thông tin về yêu cầu năng lượng được thu thập một phần từ các thử nghiệm được thực hiện và từ dữ liệu tài liệu và các giá trị cơ sở dữ liệu.
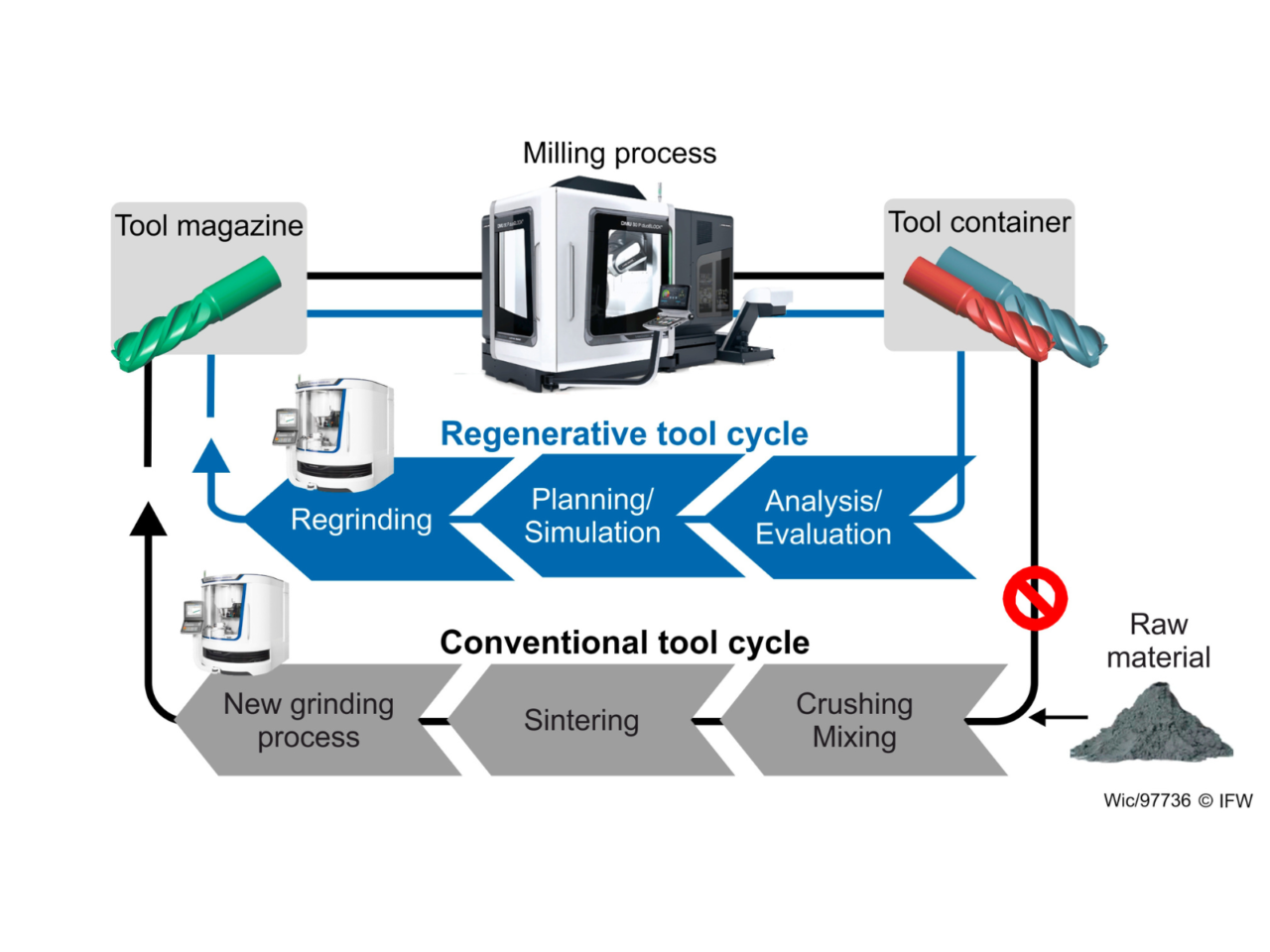
Hình 3: So sánh chu trình khuôn tái sinh và khuôn thông thường. Nguồn: IFW
Bằng cách vẽ biểu đồ các dòng năng lượng, có thể xác định được sự khác biệt giữa các quy trình sản xuất, các bước quy trình không hiệu quả và khả năng tiết kiệm. So sánh các sơ đồ Sankey của cả hai quy trình cho thấy những điểm khác biệt chính. Trong sản xuất công cụ thông thường, việc sản xuất phôi trắng chiếm tỷ trọng chính trong tổng nhu cầu năng lượng do yêu cầu năng lượng cao cho quá trình khai thác, nghiền và trộn.
Trong sản xuất tái sinh, phần này bị loại bỏ hoàn toàn, dẫn đến tổng nhu cầu năng lượng thấp hơn đáng kể. Trong chuỗi quy trình tái sinh, trái ngược với sản xuất thông thường, quy trình nghiền bên ngoài được thêm vào. Tuy nhiên, sự thiếu hụt này được bù đắp bằng nhu cầu năng lượng thấp hơn đáng kể cho quá trình mài. Tổng thể, có thể nói rằng kiểu dây chuyền sản xuất mới tiêu thụ ít năng lượng hơn 90% so với kiểu dây chuyền trước đó. Hoạt động ứng dụng có thể so sánh của các công cụ đã được chứng minh với sự hỗ trợ của các thử nghiệm.
Để xem các tin bài khác về “Tái sinh dụng cụ”, hãy nhấn vào đây.
![]()
Nguồn: Sven Friebe/ EMO Hannover
Các nguồn tham khảo:
[1] Denkena, B. (Hrsg.): RETURN – Prozesskette Recycling von Titanspänen: Projekt-Abschlussbericht. Garbsen: PZH Verlag 2017
[2] Kirsch, B.; Effgen, C.; Büchel, M.; Aurich, J.C.: Comparison of the embodied energy of a grinding wheel and an end mill. Procedia CIRP 15 (2014), pp. 74-79
[3] Denkena, B.; Dittrich, M.-A.; Liu, Y.; Theuer, M.: Automatic Regeneration of Cemented Carbide Tools for a Resource Efficient Tool Production. Procedia Manufacturing 21 (2018), pp. 259-265
[4] Furberg, A.; Arvidsson, R.; Molander, S.: Environmental life cycle assessment of cemented carbide (WC-Co) production. Journal of Cleaner Production, 209 (2019), pp. 1126–1138
[5] Karpuschewski, B.; Kalhöfer, E.; Joswig, D.; Rief, M.: Energiebedarf für die Hartmetallherstellung (2011), S. 496–501.
[6] Kruzhanov, V.; Arnhold, V.: Energy consumption in powder metallurgical manufacturing. Powder Metallurgy 55 (2012), pp. 14–21
[7] ProBas Umweltbundesamt: Prozessorientierte Basisdaten für Umweltmanagement-Instrumente: Wolfram. Stand: 2012. Internet: https://www.probas.umweltbundesamt.de/php/web2pdf.php?id=%7BA4A89322-AC81-4FA2-BB1C-SEE0B77E9180%7D. Zugriff am 31. Mai 2020.
[8] ProBas Umweltbundesamt: Prozessorientierte Basisdaten für Umweltmanagement-Instrumente: Kobalt. Stand: 2012. Internet: https://www.probas.umweltbundesamt.de/php/web2pdf.php?id=%7B81A717DC-DA5B-4EDC-A754-03331A829E4F%7D&filename=kobalt&style. Zugriff am 31. Mai 2020
[9] B. Denkena, M.-A. Dittrich, M. Wichmann, S. Friebe: Ressourceneffizientes Umschleifen verschlissener VHM-Werkzeuge. Wt Werkstattstechnik online 111/6 (2021), pp. 430 – 434
