

Xử lý với đo đạc bề mặt hình dạng tự do, phương pháp tiếp xúc
Trong thời gian dài đo tiếp xúc CMM (máy đo tọa độ) là lựa chọn đầu tiên để đo đạc kích thước hình học và dung sai (viết tắt là GD & T) do tính đa năng và độ chính xác cao. Cho đến nay, vẫn chưa có thiết bị đo nào có ứng dụng rộng rãi trong lĩnh vực đo đạc hình học như CMM này.
Dù đa năng như CMM, nhưng chi tiết gia công với bề mặt tự do, chẳng hạn cánh tua bin, vẫn đặt ra các thách thức không nhỏ. Tuy phương pháp đo tiếp xúc CMM được sử dụng rộng rãi trong lĩnh vực chế tạo cánh tua bin trong nhiều chục năm, chủ yếu là để kiểm tra chất lượng cánh tua bin hàng không, nhưng vẫn còn những nhược điểm cần xem xét.
Có thể sử dụng các phương pháp đo không tiếp xúc để giải quyết một số thách thức đó. Tuy nhiên, một số nhược điểm, chẳng hạn sai số cosine, có thể được tính bù nếu người vận hành có thể nhận biết các sai số vốn có trong các đo đạc tiếp xúc và quản lý chúng để đạt được các kết quả chính xác.
Đưa sai số vào tính toán
Đo đạc cánh tua bin máy bay thường được thực hiện bằng cách đánh giá các biên dạng tiết diện chuyên biệt theo các độ sai lệch biến dạng/vị trí của chúng. Các biên dạng tiết diện này có các chiều cao chuyên biệt theo mốc chuẩn xác định và được tạo ra bằng cách giao cắt cánh tua bin với các mặt phẳng.
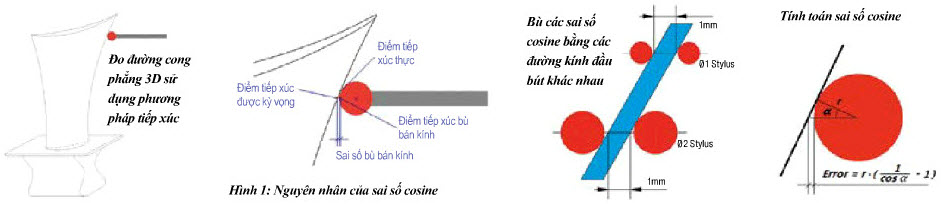
Kết quả sẽ dẫn đến các đường cong phẳng 3D khép kín là các biên dạng tiết diện cần kiểm tra. Tuy các đường cong này là phẳng, nhưng không thể xử lý như đường cong 2D, do chiều pháp tuyến của từng điểm luôn luôn thay đổi trong 3D. Do đặc tính đó, phương pháp tiếp xúc có nhược điểm được gọi là sai số cosine (sai số bù bán kính).
Có hai cách tiếp cận để đo biên dạng tiết diện. Cách thứ nhất là quét biên dạng này như một đường cong chưa được biết, còn cách thứ hai là đo biên dạng như đường cong biên dạng đã biết. Tuy nhiên cả hai phương pháp này đều có những vấn đề riêng. Đối với phương pháp quét đường cong chưa biết, phần mềm có thể xác định hoặc chọn mốc chiều cao đo và xác lập thành phần này là k=0 theo vector đo I, j, k. Kết quả là mọi điểm phân phối đều cùng tọa độ z.
Khi bút được dùng để quét biên dạng tiết diện, điểm chạm thực tế với cánh tua bin không phải là điểm kỳ vọng. Phần mềm đo ghi lại các tọa độ tâm điểm của đầu bút và thực hiện bù bán kính sau khi nhận được các tọa độ điểm thực. Trong trường hợp này, đầu dò được kích hoạt trước khi đầu bút chạm vào điểm mong muốn. Do đó các tọa độ bù sẽ có sai số cosine.
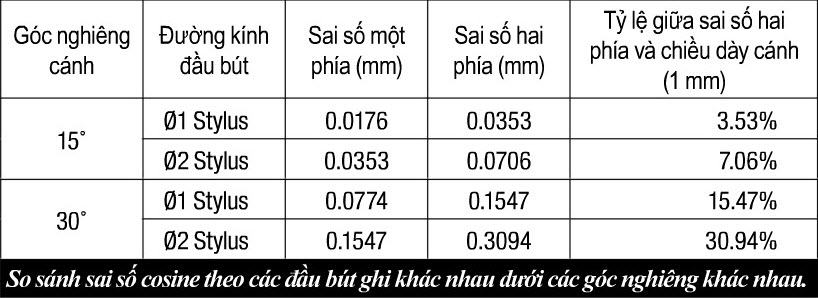
Để tính sai số cosine, chúng tôi sử dụng các bút φ1 và φ2 trong điều kiện góc nghiêng 150 và 300 để tính giá trị sai số.
Chúng tôi có thể kết luận, cùng với bút ghi, góc nghiêng càng lớn, sai số cosine càng cao. Với cùng góc nghiêng, đường kính đầu bút càng lớn, sai số cosine càng cao.
Các đầu bút Φ1 và Φ2 là cấu hình thông dụng nhất để đo cánh tua bin. Khi góc nghiêng của cánh đạt đến 300, sai số cosine lên đến 0,3mm, vượt quá khoảng dung sai biên dạng và vượt ra ngoài độ chính xác của chính phương pháp đo CMM.
Vấn đề nêu trên là trong điều kiện quét biên dạng tiết diện được giả thiết là đường cong chưa biết. Để khắc phục điều này, đôi khi có thể sử dụng phương pháp thứ hai, từng điểm đo được dò theo vector pháp tuyến i, j, k dưới dạng đường cong đã biết.
Ý nghĩa tổng quát là không có chi tiết nào tương hợp 100% với kích thước danh định, nghĩa là luôn luôn có độ lệch nào đó. Khi thành phần k của vector đo không phải là 0 và cánh có sai lệch, các chiều cao điểm thực cũng sẽ có sai lệch.
Chúng tôi cũng lấy góc nghiêng 150 và 300 để mô phỏng tình huống này. Khi điểm được dò nằm dọc theo vector pháp tuyến của điểm đó, bán kính đầu bút ghi không ảnh hưởng đến kết quả và ở đây không xét đến các giá trị đầu bút khác.
Giá trị lệch như sau:
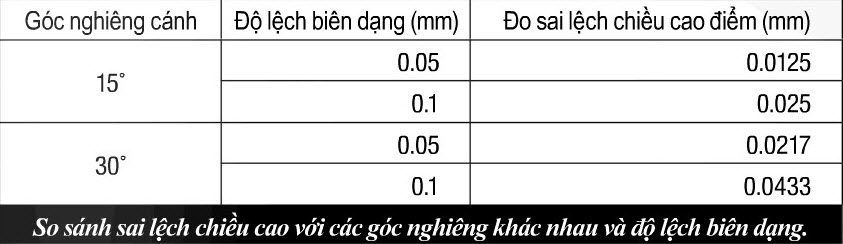
Chúng tôi có thể rút ra kết luận: đường cong kết quả là đường cong không gian 3D thay vì đường cong phẳng 3D. Không thể sử dụng đường cong này để đánh giá các thông số cánh, trừ khi được sử lý hậu kỳ bằng phần mềm để chuyển sang đường cong phẳng, nhưng sự chuyển đồi này sẽ ảnh hưởng đến độ chính xác của kết quả.
Đầu búa và nút thắt
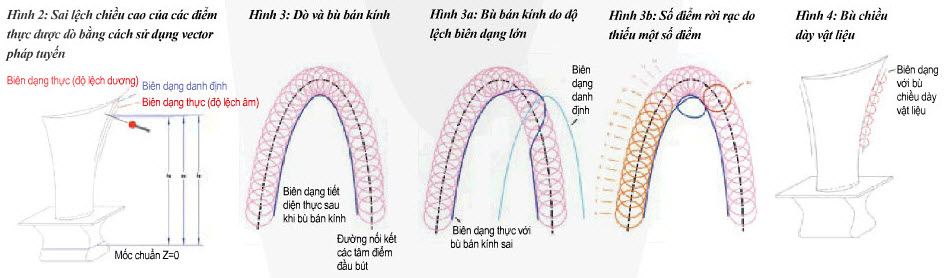
Đôi khi, trong một số điều kiện, cũng có thể xảy ra độ méo biên dạng. Như đã đề cập ở phần trước, trong khi đo, CMM ghi các tọa độ tâm điểm của đầu bút. Bù bán kính sẽ được thực hiện sau khi đạt được các tọa độ điểm thực để xây dựng các phần tử hình học.
Một tình huống là chiều bù bán kính của một số điểm đo được xác định sai khi biên dạng thực có độ lệch tương đối cao hơn khi so với các giá trị danh định. Nguyên nhân là bán kính đầu bút được bù theo điểm danh định gần nhất và sử dụng sai vector. Biên dạng kết quả sẽ có dạng “đầu búa” ở cạnh biên.
Tình huống thứ hai là số điểm đo rời rạc, nhảy đột ngột sang vị trí khác. Điều này đường cong theo điểm tới và lui, tạo thành dạng “nút thắt”. Điều này cũng thường xảy ra trong điều kiện độ lệch biên dạng tương đối lớn, và khi bỏ sót vài điểm ở cạnh trước và cạnh sau.
Có thể kết luận, tuy phương pháp đo CMM có khả năng tạo ra độ chính xác cao, nhưng cũng có thể phát sinh sai số khá lớn trong khi đo các cánh tua bin, đặc biệt là các cánh có độ xoắn và độ nghiêng lớn. Sai số này không liên quan đến độ chính xác của phương pháp đo CMM, chúng xuất phát từ nguyên lý đo tiếp xúc. Vậy có giải pháp nào để giảm hoặc khắc phục các vấn đề này?
Bù sai số
Tuy có nhiều cách để giải quyết vấn đề này, nhưng chúng tôi sẽ tập trung vào phương pháp tiếp xúc dựa trên CMM và hướng đến khả năng tìm phương pháp có thể loại trừ ảnh hưởng của sai số cosine. Trước hết, chúng tôi cần cộng chiều dày của bán kính đầu bút vào bề mặt và nhận được cánh tua bin bù chiều dày.
Để có tính minh họa cao hơn, có thể giả định sử dụng quả cầu, có đường kính là bán kính đầu bút, để lăn trên cánh tua bin. Bề mặt giao bên ngoài là cánh mới. Để thực hiện đo đạc biên dạng tiết diện, cần tắt chức năng bù bán kính trong phần mềm đo. Điều này có cùng tác dụng như việc sử dụng bút đầu nhọn để thực hiện đo đạc. Vector đo phải được xác lập theo chiều ngang (nghĩa là k=0). Theo cách này, ảnh hưởng của sai số cosine được tính thông qua chế độ bù chiều dày cánh tua bin.
Tuy phương pháp này có thể tránh sự tổn thất chính xác do sai số cosine, nhưng vẫn chưa phải là giải pháp lý tưởng. Biên dạng tiết diện này được điều chỉnh với chế độ bù chiều dày không còn là giá trị danh định ban đầu.
Mọi đo đạc và đánh giá cũng được thực hiện theo các biên dạng đã chỉnh sửa. Do các biên dạng mới có sự tương ứng một – một với các biên dạng góc, sẽ logic khi sử dụng các đường cong chỉnh sửa để phản ánh thiết kế gốc có tính đến dung sai kích thước và biên dạng, nhưng sự đánh giá tất cả các thông số biên dạng tiết diện sẽ trở nên vô nghĩa.
Tóm lại, phương pháp CMM tiếp xúc cho đến nay vẫn là lựa chọn thứ nhất để đo các dạng hình học. Dù đã được kiểm tra và được công nhận, nhưng sẽ vẫn có ý nghĩa khi tìm hiểu các khả năng sử dụng CMM trong các ứng dụng chuyên biệt, chẳng hạn đo cánh tua bin và xem xét các vấn đề tìm ẩn.
(Nguồn: Cẩm nang Gia công Kim loại)
